Mecanizado manual y mediante herramientas eléctricas
En cuanto al mecanizado manual debemos saber que es un proceso de fabricación y es aquello que comprende un conjunto de operaciones que van a conformar una pieza mediante la eliminación de material, ya sea por el método de arranque de viruta o por el método de abrasión. En cuanto a la definición que ofrece la wikipedia, nos informa que esto se realiza mediante productos semi-elaborados o piezas formadas a base de otro tipo de procesos como el moldeo o la forja.
Lo que a de quedar claro es que es un proceso que no aporta material y no se le da forma por doblado o estiramiento.

Bartolo ejemplo de mecanizado
Ahora vamos a ver los distintos tipos de mecanizado que podemos realizar:
- Corte:

En este proceso se realiza una separación de material, un corte, y se puede realizar de dos formas bien distintas, o por acción de la fuerza, tomemos como ejemplo unas tijeras, que es en la que la persona física a través de su fuerza realiza el corte, o bien, a trabes de maquinaria, que es cuando, usando una fuerza mínima en algún caso, se realiza un corte totalmente perfecto. En este ultimo caso remarco que es perfecto a diferencia del manual, porque con unas tijeras de corte, que en este caso hablaremos de 3 modelos diferentes, el corte no es perfecto, que aunque lo parezca, no es comparable con un corte echo con una cizalladora

En cuanto a los tres modelos de tijera que se muestran en esta foto, indicar que se corresponden a tres tipos de corte diferentes, la amarilla realiza un corte a derechas, la roja un corte central y la verde un corte a izquierdas
El corte por cizalladora es mas regular y perfecto, no se observa muy bien en el vídeo, pero la diferencia de corte es "abismal", mientras que con la tijera, salvo que seas un experto en su utilización, y aun así, dependiendo del material llegas a doblarlo, con la cizalla el corte es limpio y sin ocasionar ningún tipo de modificación.
Hay otro tipo de cizalla que es la rotatoria, mucho mas pequeña y mas manejable, ideal para pequeñas piezas, aunque para las grandes también vale. Tiene un mecanismo de carraca que hace que su avance sea constante y fijo, al ser un movimiento de carraca el movimiento es mínimo debido a la desmultiplicación que realiza. Con ella se pueden realizar cortes giratorios como mostraremos en este enlace. A parte de esta, que es fija, también hay una cizalladora eléctrica, muy manejable, similar a una rotaflex, la diferencia es que uno de sus filos es fijo y el otro es el que realiza el movimiento de corte, junto a la cizalladora rotatoria, es ideal para realizar giros bastante pronunciados
- Corte por arranque de viruta:
En este caso el material es arrancado o cotado con una herramienta que da lugar a la viruta, que no es mas que pequeños trozos de ese materia. La herramienta que origina esto puede ser de uno o varios filos o cuchillas que separan la viruta (sobrante de material) de la pieza que se esta tratando. En este proceso se da también el caso de arranque de viruta por desbaste o acabado. Tiene una limitación física y es que llega un momento en el que no se puede separar mas material ya que la herramienta no llega a penetrar en el material debido a sus limitaciones.



Otro tipos de corte con maquinaria se realizan en tornos, taladros de columna y fresadoras, todos ellos con diferentes tipos de herramientas de corte.
En cuanto a las sierras de mano decir que constan de un fleje templado con un grado de dureza muy alto que arranca la viruta del material al cortarla.
Sabemos que dependiendo de que herramienta se use, por ejemplo en el corte a través de sierras mecánicas, las hay de tres tipos.
- De vaivén
Conocidas como sierra mecánica de acción orbital o de vaivén, tiene un motor que es el portador de la hoja de sierra que hace que se desplace con un movimiento de vaivén a lo largo de un eje en movimiento de vaivén y que esta a su vez se mueva en una dirección transversal respecto al eje para proporcionar una acción de corte agresiva.
- Circulares
Similares a mi entender a una rota flex, con la salvedad que queda fija, y a través de estas maquinas, como son las tronzadoras, podemos aplicar uno grados de corte determinados, desde 45 a 90.

- De banda o cinta
Pueden ser de taller o portátiles, el elemento de corte es una cinta dentada que gira entre dos rodillos. La cinta es desmontable y se cambia en función del material a cortar, metales, madera, plásticos, etc..., o cuando se pierde la capacidad de corte para afilarla. Se puede regular la velocidad de giro de los platos, y el avance de la cinta es manual, siendo el operario el que ejerce la presión entre la cinta y la pieza. Es muy utilizada para el corte de tubos y de perfiles huecos, aluminio, plástico, etc, y es un corte rápido y silencioso.

- Corte por desbastado:
En este apartado de corte nos encontramos el corte mas utilizado, habrá mas, pero este es el mas utilizado, se realiza con una rotaflex o amoladora (en funcion del pais). Consiste en la abrasión del material a través de unos discos que a lo largo de los años han evolucionado y ahora son muy finos y dependiendo del material se usan unos u otros.



Se usa para devastar o afinar todo tipo de piezas metálicas, de plástico o madera. Utilizada en los trabajos de ajuste
Después de pre-terminar el mecanizado o diferentes trabajos se procede a culminar con una lima para quitar las imperfecciones, dar acabados, quitar pequeños trozos, etc...







Es un proceso por el cual un accesorio de corte, alojado en la herramienta de bruñido rota sobre la superficie sobre la que se va a trabajar, a velocidades bajas y a presiones comparadas al rectificado. Este proceso es llevado por una o mas piezas que giran horizontalmente en un movimiento helicoidal dentro de la pieza que se va a trabajar. Consiste en acabar un orificio después de haberlo perforado.
En éste enlace se explica a la perfección en que consiste este sistema.




Esta operación se puede hacer con un taladro portátil, con una maquina taladradora, en un torno en una fresadora, en un centro de mecanizado CNC o en una mandrinadora.
Para taladrar debemos realizar un graneteado para que la broca quede centrada durante el corte y no cabecee. Es importante lubricarlo con taladrina la broca durante el corte para que que así se prolongue mas su vida útil.
Diferentes tipos de taladro





Para usar el taladro necesitamos de una broca, la cual es la herramienta de corte de dos filos y está echa de acero rápido, es de forma cilíndrica y tiene dos hélices practicadas que terminan en filo.







- Limado
Se usa para devastar o afinar todo tipo de piezas metálicas, de plástico o madera. Utilizada en los trabajos de ajuste
Después de pre-terminar el mecanizado o diferentes trabajos se procede a culminar con una lima para quitar las imperfecciones, dar acabados, quitar pequeños trozos, etc...
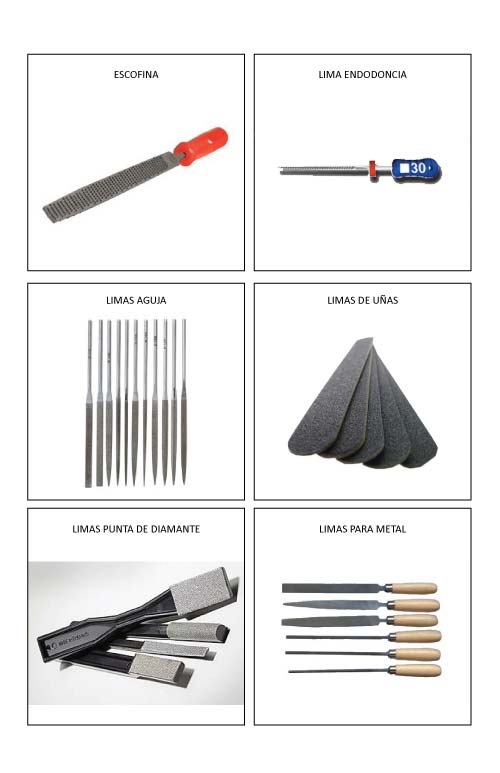
- Limas, tipos:
- Para metal: Estas son de muy diversas formas y granulado
- Limas planas
- Con igual anchura en toda su longitud o con la punta ligeramente convergente, la superficie de corte pueden ser las do caras y los cantos, pero tambien las hay sin corte en los cantos (cantos lisos) y permiten trabajar en rincones en los que interesa actuar en un lado.
- Limas de media caña
- Tienen una cara plana y la otra redondeada, con una menor anchura en la parte de la punta. Son las mas utilizadas ya que pueden actuar sobre superficies planas o en agujeros.
- Limas redondas
- Son las que se usan si se trata de pulir o ajustar agujeros redondos o espacios circulares
- Limas triangulares
- Sirven para ajustar ángulos entrantes o inferiores a 90º, pueden sustituir a las limas planas
- Limas especiales
- Son de diferentes tamaños y se usan para trabajar sobre materiales endurecidos
- Limas de diamante
- Tienen diamantes impregnados en sus dientes con partículas muy pequeñas de diamantes industriales. Este aporte consigue que sean idóneas para tratar materiales extremadamente duros (piedras, cristal, metales duros como el acero, etc..)
- Limas de aguja
- Son las mas pequeñas de todas, se venden en estuches con diferentes tipos y formas. Se utilizan cuando el acabado superficial es extremadamente fino y preciso. Son de uso frecuente, y son los mas seguros cuando se utilizan de forma adecuada. Su mango a menudo es en forma de collar para permitir cambiarlas con facilidad
- Para madera
- Mas conocidas como escofinas, la diferencia al resto es que el intervalo de sus dientes es mayor que las limas de metal.
- Hay un sin fin mas de tipos de limas, como son las de endodoncia, las de joyería, las limas de uñas...
- Proceso de limado
- Bruñido
Es un proceso por el cual un accesorio de corte, alojado en la herramienta de bruñido rota sobre la superficie sobre la que se va a trabajar, a velocidades bajas y a presiones comparadas al rectificado. Este proceso es llevado por una o mas piezas que giran horizontalmente en un movimiento helicoidal dentro de la pieza que se va a trabajar. Consiste en acabar un orificio después de haberlo perforado.
En éste enlace se explica a la perfección en que consiste este sistema.
Bruñidora
- Taladrado
Esta operación se puede hacer con un taladro portátil, con una maquina taladradora, en un torno en una fresadora, en un centro de mecanizado CNC o en una mandrinadora.
- Estableciendo un orden de prioridades en el uso de diferentes herramientas:
- Taladro 30%
- Torneado 20%
- Fresado 16%
- Roscado 15%
- Tallado 6%
- Escarinado/lamado 5%
- Brochado 4%
- Otras 4%
Para taladrar debemos realizar un graneteado para que la broca quede centrada durante el corte y no cabecee. Es importante lubricarlo con taladrina la broca durante el corte para que que así se prolongue mas su vida útil.
Diferentes tipos de taladro
- Torneado
Es la accion de labrar, dar forma o redondear algo con un torno
- Roscado
Video de un español
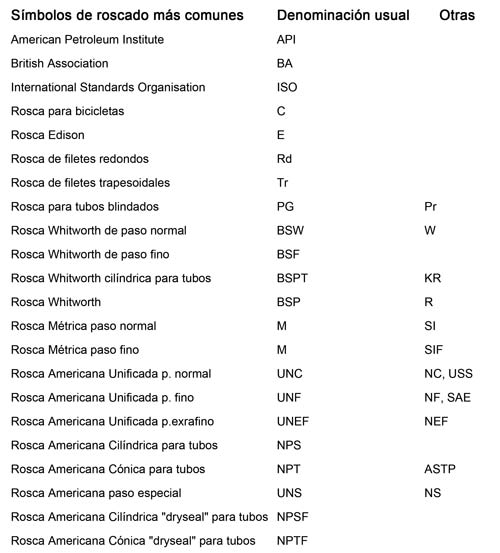
- Concepto de rosca
- Tipos de rosca
- Roscas de paso grueso:
- La amplitud de cada estría es amplio. Este tipo de rosca no es de gran precisión en cuanto a la unión del elemento que se inserta y la pieza hueca donde se instala. Se utiliza para trabajos normales que requieren firmeza aunque no una unión tan estrecha
- Roscas de paso fino:
- Generan mayor firmeza de unión, y se utilizan sobre todo en mecánica, en la industria automotriz y vehícular en general
- Roscas de paso extrafino:
- Utilizadas cuando se requiere una mayor precisión, como en el caso de elementos que han de unirse a paredes delgadas
- Rosca de ocho hilos:
- Su paso consiste en ocho estrías por pulgada. Estas roscas son las indicadas para tuberías de agua y otros fluidos
- Según la forma de cada hilo, las roscas pueden ser en V, redondeadas, cuadradas, witworth y trapezoidales
- Procedimiento de roscado
El proceso es sencillo, se debe respetar el orden de los machos y realizar la rosca entera de principio a fin con cada uno de ellos. Media vuelta hacia delante y un cuarto hacia atrás. En el caso de la terrajas, lo normal es usar una y no tres.

Links de interés:
amigo este tema es interezante pero falto la parte del proceso del roscado de agujero
ResponderEliminar